产品规格参数
咨询热线0511-8372 3453![]()
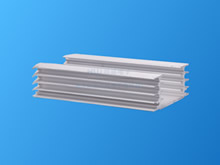
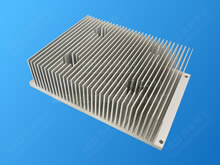
鸿威电子散热器厂拥有一批具有丰富经验的高素质科技人员,拥有多年生产电子散热器的丰富经验,型材散热器具有设计新颖、抗蚀性、耐磨性好、节能环保、重量轻、散热性能好的特性
设计生产的各种电子散热器精致,更轻巧,产品功耗低、热量低、亮度高,实现低碳环保无污染的特性,深受用户的好评。
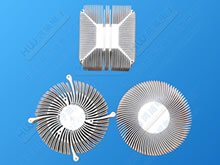
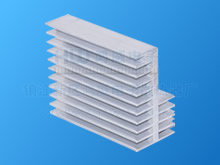
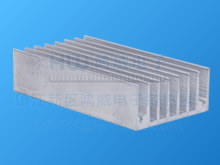
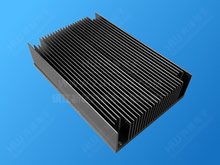
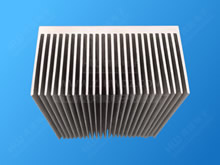
我公司电子散热器产品主要包括:插片散热器、型材散热器、变频器散热器、led散热器、叉指形散热器、机箱一体化散热器、电阻散热器等
公司产品不但物美价廉,型号齐全,还可接受各类产品定制,给您意想不到的实惠,让您更舒心.是广大公司客户理想的长期合作伙
公司始终把产品质量就是企业生命的真挚承诺,以管理高标准、技术高水平,严格遵守诚信为宗旨
公司始终致力于提高产品质量,不断创新和超越,追求更高的目标
在生产过程中的工艺要求与质量水平严格把关,严格执行产品生产的质量管理理念,建立起独立于生产管理的质量保证体系
我们始终如一的为广大客户提供优秀的产品和优质的服务
热忱欢迎社会各界同仁莅临指导、洽谈业务!
也欢迎新老客户来电来函咨询.24小时咨询电话:13605282403
 企业简介
企业简介
镇江新区鸿威电子散热器厂位于电子散热器生产基地—江苏镇江新区,是专业研究生产电子散热器与插片散热器的厂家,产品主要包括电子散热器、插片散热器、型材散热器、变频器散热器、led散热器等。广销全国各地,赢得了广大用户的好评和信赖。鸿威全系列散热器产品是大功率半导体器件配套的散热器元件,适用于交直流电源、稳压电源、开关电源、通讯电源,净化电源、广播电视发射装置、变频电源、逆变电源,等各种电源产品。还适用于日光灯电子镇流器,音响设备,功放电路,自动控制仪表等电力电子产品领域。
鸿威电子散热器厂拥有一批具有丰富经验的高素质科技人员,拥有多年生产电子散热器的丰富经验,型材散热器具有设计新颖、抗蚀性、耐磨性好、重量轻、散热性能好的特性。设计生产的各种电子散热器更轻巧,产品功耗低、热量低、亮度高,实现低碳特性,深受用户的好评。选择正规厂家生产的优质电子散热器元...

 行业资讯公司新闻
产品知识热点阅读
行业资讯公司新闻
产品知识热点阅读