


镇江新区鸿威电子散热器厂
地址:江苏省镇江新区大路镇工业园区园中路886-17号
手机:13605282403
电话:0511-83723453
传真:0511-83723453
网站:http://zjhwdz.com
邮箱:web@zjhwdz.com
电子散热器铜铝结合技术
在考虑了铜和铝这两种材质各自的缺点后,目前市场部分高端电子散热器往往采用铜铝结合制造工艺,这些散热片通常都采用铜金属底座,而散热鳍片则采用铝合金,当然,除了铜底,也有散热片使用铜柱等方法,也是相同的原理。凭借较高的导热系数,铜制底面可以快速吸收CPU释放的热量;铝制鳍片可以借助复杂的工艺手段制成最有利于散热的形状,并提供较大的储热空间并快速释放,这在各方面找到了的一个均衡点。
热量从CPU核心散发到散热片表面,是一个热传导过程。对于散热片的底座而言,由于直接与高热量的小面积热源接触,这就要求底座能够迅速将热量传导开来。散热片选用较高热传导系数的材料对提高热传导效率很有帮助。通过热传导系统对照表可以看出,如铝的热传导系数237W/mK,铜的热传导系数则为401W/mK,而比较同样体积的散热器,铜的重量是铝的3倍,而铝的比热仅为铜的2.3倍,所以相同体积下,铜质散热器可以比铝质散热器容纳更多的热量,升温更慢。同样厚度的散热器底座,铜不但可以快速引走热源如CPU Die的温度,自己的温度上升也比铝的散热片缓慢。因此铜更适合做成散热器的底面。
不过,这两种金属的结合比较困难,铜和铝之间的亲和力较差,如果接合处理不好,便会产生较大的介面热阻(即两种金属之间由于不充分接触而产生的热阻)。在实际设计和制造中,厂商总是尽可能降低介面热阻,扬长避短,往往这也体现了厂商的设计能力与制造工艺。
常见的电子散热器铜铝结合工艺包括:
扦焊
扦焊是采用熔点比母材熔点低的金属材料作为焊料,在低于母材熔点而高于焊料熔点的温度下,利用液态焊料润湿母材,填充接头间隙,然后冷凝形成牢固接合界面的焊接方法。主要工序有:材料前处理、组装、加热焊接、冷却、后处理等工序。常用的扦焊方式是锡扦焊,铝表面在空气中会形成一层非常稳定的氧化层(AL2O3),使铜铝焊接难度较高,这是阻碍焊接的最大因素。必须要将其去除或采用化学方法将其去除后并电镀一层镍或其它容易焊接的金属,这样铜铝才能顺利焊接在一起。
散热片上的铜底是进行热的传导,要求的不仅是机械强度,更重要的是焊接的面积要大(焊着率要高),才能有效地提升散热效能,否则不但不会提升散热效能,反而会使其比全铝合金的散热片更加糟糕。
贴片、螺丝锁合
贴片工艺是将薄铜片通过螺丝与铝制底面结合,这样做的主要目的是增加散热器的瞬间吸热能力,延长一部分本身设计成熟的纯铝散热器的生命周期。经过测试发现:在铝散热片底部与铜块之间使用高性能导热介质,施加80Kgf的力压紧后用螺丝将其锁紧,其散热效果与铜铝焊接的效果相当,同样达到了预计的散热效能提升幅度。
这种方法较焊接简单, 而且品质稳定,制程简单,投入设备成本较焊接低,不过只是作为改进,所以性能提升不明显。虽然有散热膏填充,铜片与铝底之间的不完全接触仍然是热量传递的最大障碍。
制造的主要工序有:铜片裁切、校平(平面度小于0.1mm、钻孔、涂抹导热介质钻孔、攻牙、清洗、强力预压程序、两段式锁合作业、定扭力锁螺丝。
贴片工艺的重点在于控制好铜、铝平面度和粗糙度,以及锁螺丝的扭力等因素,即可得到一定的效能提升,是一种不错的铜铝结合方式。如果使用的导热介质性能低劣,或是铜块平整度不良,热量就不能顺利地传导至铝的散热片表面,使散热效果大打折扣。另外,螺丝的锁合力和铜材的纯度不够,都是不良的影响因素。
塞铜 嵌铜
塞铜方式主要有两种,一种是将铜片嵌入铝制底板中,常见于用铝挤压工艺制造的散热器中。由于铝制散热器底部的厚度有限,嵌入铜片的体积也受到限制。增加铜片的主要目的是加强散热器的瞬间吸热能力,而且与铝制散热器的接触也很有限,所以大多数情况下,这种铜铝散热器比铝制散热器的效果好不了多少,在接触不良的情况下,甚至为妨碍散热。还有一种是将铜柱嵌入鳍片呈放射状的铝制散热器中。Intel原装散热器就是采用了这样的设计。铜柱的体积较大,与散热器的接触较为充分。采用铜柱后,散热器的热容量和瞬间吸热能力都能增长。这种设计也是目前OEM采用较多的。
比较少见的三角底座
塞铜工艺在制造中一般通过如下方式实现:
机械式压合
机械式压合方式是将一块直径尺寸大于铝孔径的铜块,通过机械的方式,将其压合在一起,因为铝有延展性,所以铜可以在常温下与铝质散热片结合,这种方式的结合的效果也是比较可观,但有一个致命的缺点就是铜在被挤压进入铝孔的过程中,铝孔内表面容易被铜刮伤,严重影响热的传导。这要通过合理搭配过盈量以及优化设计铜块的形状来避免此类问题的产生。
热胀冷缩结合
在铝的散热片底部加工一个直径ψ=D1的圆孔,另外做一个直径ψ=D1+0.1MM 的铜柱,利用金属材料的热胀冷缩特点,将铝质散热片加热至400℃,其受热膨胀圆孔直径扩张至D1+0.2MM以上。利用专门机器在高温下将常温(或冷却后的)铜柱快速塞入铝质散热片之圆孔内,待其冷却收缩后,铜柱与铝质散热片就能紧密结合一体。这也是一种可靠的方法,其铜铝稳定性很高,由于没有使用第三方介质,结合紧密度最佳。塞铜工艺可以大幅度降低接触面间的热阻,不但保证了铜铝结合的紧密程度,更充分利用了两种金属材料的散热特性。
但要注意铜柱和圆孔的直径尺寸及表面粗糙度的品质控制,这些会对其散热效果有一定的影响。
在经过塞铜工艺处理后,散热器底面往往还要经过“铣”和“磨”处理。铣工艺针对塞铜处理中的铜芯。磨工艺则针对整个散热片底部进行磨平处理。
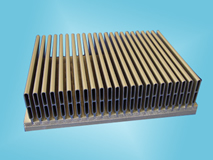
锻造工艺(冷锻)
锻造工艺主要由ALPHA公司掌握,其是在金属的特殊物理状态(降伏状态)下用高压将其压入锻造模具,并在模具上预置铜块,塞入降伏态的铝中。由于降伏态时铝的特殊性质(非液态,柔软,易于加工),铜和铝可以完美的结合,达到中间无空隙,介面热阻很小。锻造工艺难度大,成本高,所以成品价格高昂,属于非主流产品。采用这种工艺的散热片一般都带有许多密密麻麻的针状鳍片。这种工艺制造的散热片样式丰富,设计的想象空间较大,但成本也相对较高。
插齿(Crimped Fin)
插齿工艺大胆改进传统的铜铝结合技术。先将铜板刨出细槽,然后插入铝片,其利用60吨以上的压力,把铝片结合在铜片的基座中,并且铝和铜之间没有使用任何介质,从微观上看铝和铜的原子在某种程度上相互连接,从而彻底避免了传统的铜铝结合产生介面热阻的弊端,大大提高了产品的热传到能力,并且可以生产铜片插铝座,铜片插铜座等各种工艺产品,来满足不同的散热热需求。这种技术充分的延长了一部分铜铝结合技术的寿命。
除了上面介绍的外,还有一些铜铝结合的方法,但工艺主要都是得保证铜与铝的热接触面的结合品质。否则其散热效果还不如全铝合金散热片。新的制程是需要不断验证,不断改进,最终才会达成预期的效果,在选用铜铝结合的散热器时切不可只看外观,只有实际对比才能买到一个品质优良的铜铝结合电子散热器。

